



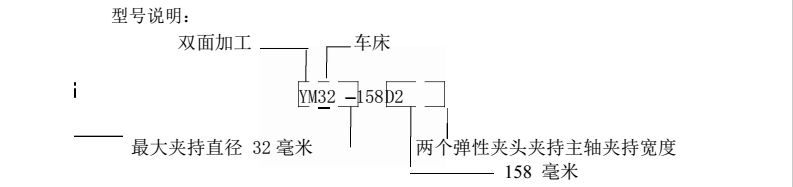
双面数控车床 Kel-YM-130
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
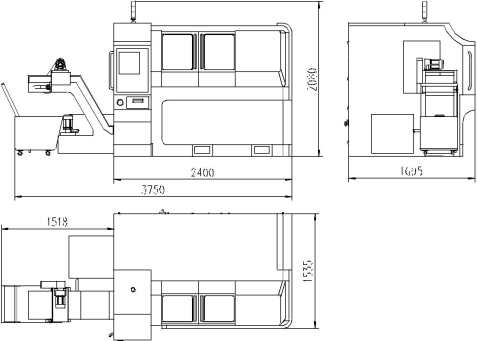
| 3.机床外形尺寸:2540 mm×1500 mm×1700mm 机床机座尺寸:2540 mm×1500 mm 机床总占地尺寸:2600米×1700 mm | |||||||||||
| 4.机床重量:4.2T | |||||||||||
| 5.机床总功率:10.2KW | |||||||||||
|
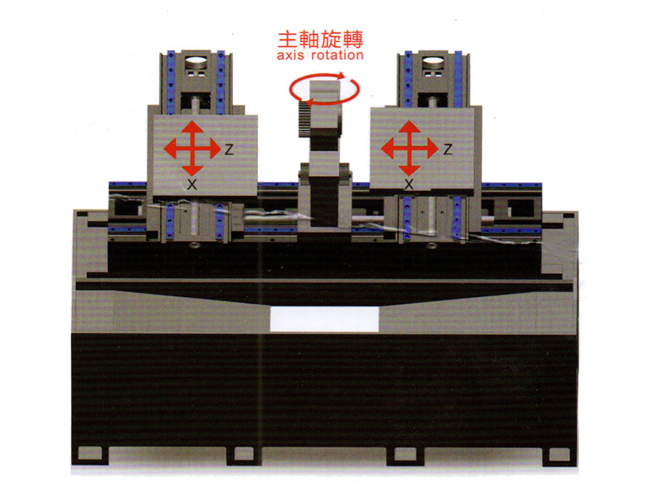
6.机床外形尺寸图:
|
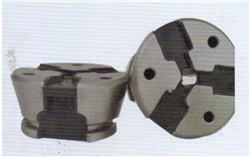
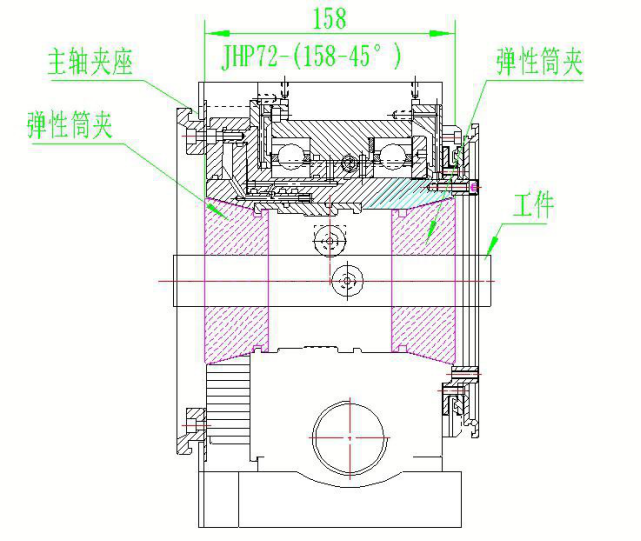
| 8.双面数控车床—机床重要配件 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1.柔性弹簧夹头 2.高精度主轴
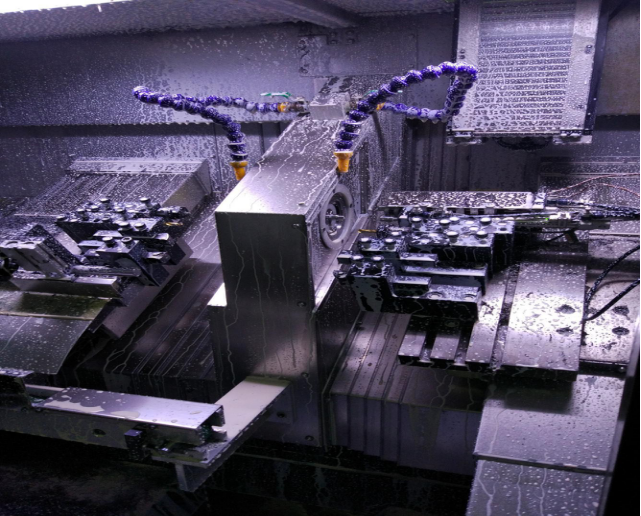
9.机床外观照片:(因本公司会机床进行持续的改进,机床实现外观可能与照片有细微区别)
功能实现
1.控制系统。通过双通道 CNC 数控系统编程来实现机床的自动加工。一 套系统控制两侧十字滑台。通过换刀和数控插补完成对工件车削和钻中心孔等加工。左右两组十字滑台在 G 指令编程上互不干涉。自动运行时在启动和停 止时有逻辑关系。左右两侧的自动加工程序皆可以控制主轴启停、转速设定、 工件夹紧、冷却开关以及其对应的直线滑台的插补控制等功能。
9.机床防护。机床钣金为全封闭式。钣金前面设对开滑移门,门上装有 大面积透明有机玻璃,便于加工观察。滑台上装折叠板式防护罩。
1.客户毛坯示意图:
|


3.加工:
| 两端黑色线条是加工部位 | |||||
|
同时加工端面、外圆、倒角、内孔、中心孔。
|
|||||
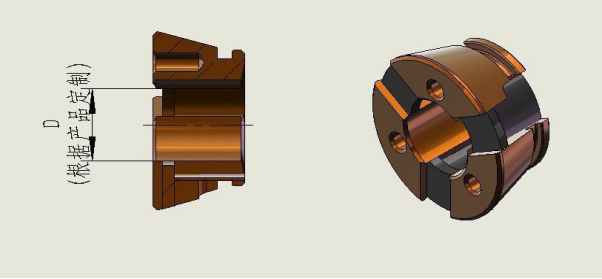
| (弹性夹头示意图:<也叫筒夹,内孔尺寸 D 可订做>) | |||||
| 四、机床加工范围及精度 | |||||
| (一)加工范围 | |||||
| 1.夹持外径:φ10– φ130mm | |||||
| 2.工件长度:100-400mm (可调:100~400mm), 长度大于500mm需要特别定制。 | |||||
| 3.最大车削外圆:φ100mm | |||||
| 4.主轴最高钻速可达:0-2000rpm | |||||
| 5.机床可进行两头车端面、定总长、打中心孔、倒角、钻孔、车外圆、车内孔、螺纹等加工。 | |||||
| (二)尺寸、重量 | |||||
| 1. 外形尺寸: 2540×1500×1700mm | |||||
| 2.机床重量:4200kg | |||||
| (二)加工精度 | |||||
| 1. 中心孔深: ± 0.05mm | |||||
| 2.外圆: ± 0.01mm | |||||
| 3.两端外圆及中心孔同轴度:<0.015mm | |||||
| 4.车削表面粗糙度:钢件 Ra 1.6-3.2 铝件 Ra 0.8-1.6 | |||||
| 5.轴向尺寸偏差:± 0.03mm | |||||
| 6. 各轴重复定位精度 0.008mm | |||||
| 五、机床配置清单 | |||||
| 序号 | 部件名称 | 型号/规格 | 生产产地 | 单位 | 数量 |
| 1 | 床身 | SC-01-01-(500-2016) | 揚牧數控 | 台 | 1 |
| 2 | 双向主轴头 | JHP-72 | 台湾 | 套 | 1 |
| 3 | 十字滑台 | SC-02-00-(2015) | 揚牧數控 | 套 | 2 |
| 4 | 数控系统 | SYNTEC-21TB | 台湾新代 | 套 | 1 |
| 5 | 滑台伺服电机 | M2/130-M11525LMB | 日本安川 | 套 | 4 |
| 6 | 主轴伺服电机 | CTB-47P5ZGB15-45M3GP | 蒙德 | 个 | 1 |
| 7 | 钣金 | SC-99-00 | 合資 | 套 | 1 |
| 8 | 弹性夹头 | NGT130-XX | 台湾 | 只 | 2 |
| 9 | 电气部分 | SC-98-00 | 揚牧數控 | 套 | 1 |
| 10 | 直线导轨 | RGW35CC4R2400ZBHII | 台湾上银/ | 2 | |
| RGH30CC2R890ZA | 条 | 4 | |||
| 11 | 滚珠丝杆 | 1R32-10T4-1FDIN-700-830 | 台湾上银/ | 条 | 4 |
| -0.018 | |||||
| 1R32-10T4-1FDIN-570-700 | |||||
| -0.018 | |||||
| 12 | 丝杆轴承 | 25TAB06U-2LR/GM P4 | NSK | 只 | 8 |
| 13 | 导轨防护罩 | SC-21-00 | 合資 | 套 | 1 |
| 14 | 冷却电机 | ALB-370HF-100 | 臺潤 | 台 | |
| 15 | 液压电机 | VP20-0.75KW-4P | 油研液压 | 套 | 1 |
| 16 | 液压泵 | VP-20-FA3 | 油研液压 | 套 | 1 |
| 17 | 气源处理器 | GFC400C-10AF1 | 亚德客 | 套 | 1 |
| 18 | 热交换器 | MEA-10U-01-1227 | 同飞制冷 | 套 | 2 |
| 19 | 润滑泵 | VERSA III-2L | 套 | 1 | |
| 22 | 联轴器 | JYMP1-68-54-22/22 | 骥跃 | 只 | 4 |
| JYMP1-68-54-22/24 | |||||
|
六. 高刚性,精密机械结构
|
|||||
机床性能特点说明如下:
●可加工零件总长度:≦0.01mm
●可以加工薄型有色金属及薄型筒管,薄型最小可达1mm 以内。
●Z軸滑座采用日本机结构,30度斜面,滑块面为直线移动,以面为接触点,吃力量大,运转平稳,机床钢性好等特点。
●主轴两端密封采用机械密封结构,保护同步带的寿命。
●弹簧夹头采用柔性橡胶铜套结构,使夹往直径可以放宽1mm之内,大大改改善装夹方便性,可以快速装下零件。
●可以两端同时加工,同心度能达≦0.005mm
七.工艺对照/process Comparison
双面车工艺流程如下:
1、无心磨磨外圆
2、夹工件中心,同时车两端面打中心孔,车各台阶。
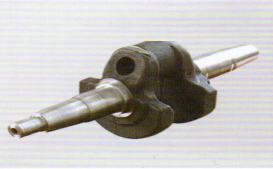
八. 零件案例。
●双面数控车床—适应批量高精度两端同轴度加工零件。



| ● 根据客户要求设计工件自动接料退料装置,节省人工 | |||||
| 九. 双面数控车床—加工的优势 | |||||
| 效益提高:100% | |||||
| 精度提高:90% | |||||
| 合格率提高:100% | |||||
| 十、机床验收 | |||||
| 10.1 验收标准及要求 | |||||
| (1).在合同生效后 10 天内需方向供方提供有需方签字确认的验收图纸。 | |||||
| (2).预验收时间由供方在预验收前十五日通知需方。 | |||||
| (3).预验收所用的零件在预验收前 1个月,由需方向供方提供 60 件/种满足工序要求的零件,其中 10 件为调试机床用,其余 50 件作为预验 收使用,所有零件预验收完成后返回需方。 | |||||
| 10.2 预验收 需方派人员到供方工厂进行预验收,具体如下: | |||||
| (1).机床的外观无锈,无三漏现象,安全可靠,布置合理且整洁规范,操 作维修方便。 | |||||
| (2).机床刚性可靠,运行正常,符合本技术协议中的要求。 对机床的性能及功能和加工精度进行检测,应满足技术协议要求。 机床连续运转 2 小时无故障后再进行试切加工。 | |||||
| (3).连续加工 50 件(刀具磨损影响精度除外),机床开动率为 100%, 且满足技术协议及验收产品图纸要求。 | |||||
| (4).预验收合格由双方代表签署《预验收纪要》后,供方可按《机床采购 合同》要求发运机床。 | |||||
| 10.3 终验收 安装调试和终验收在需方工厂进行,需方收到机床及附件应及时通知 | |||||
| (1).供方派人协助安装调试,并给予支持,提供便利的条件,且确保附件的完 整。若因需方厂地及其它问题无法安装,按出厂日期起一个月后即视同终 验收合格。 | |||||
| (2).检查随机附件及技术文件是否齐全。 | |||||
| (3).需方应准备好机床使用条件,如电源、油料及地基等。 | |||||
| (4).需方准备好合格的验收所用零件及检验所需的量具。 | |||||
| (5).机床空运转2小时无故障,静态精度符合出厂要求后进行试切。 | |||||
| (6).连续加工 100 件(刀具磨损影响精度除外),机床开动率为 100%。 | |||||
| (7).终验收合格后,由双方代表签署终验收报告,双方各执一份。 | |||||
| 十一、其它事宜 | |||||
| (1).机床不得有漏电、漏水、漏油现象。 | |||||
| (2).机床钣金应规整、平滑。 | |||||
| (3).油漆应均匀美观。 | |||||
| (4).其它未注事宜按机床通用技术要求,或经双方协商订立补充协议。 | |||||
| 本协议作为《合同》附件,经供需双方签章后生效。 | |||||
| (5).供方向需方提供机床易损件图纸一套;机床使用说明书一套。验收产品所需刀具一套 | |||||
| (6).机床保修期一年,保修期内,当机床发生故障,收到信息后,15 分钟内电话响应,电话不能解决的,供方应当在收到需方通知后 48 小时内到达需方现 场给予维修。保修期满后,供方有义务给予修理,但收取维修成本费用。 |
