



双头加工数控车床(型号: 凯恩利 KEL-BOS-J72 P )
双面双头加工数控车床(型号: 凯恩利 KEL-BOS-J72 P )
一、1、 双面双头加工数控车床(型号: 凯恩利 KEL-BOS-J72 P ) 外形图 如下

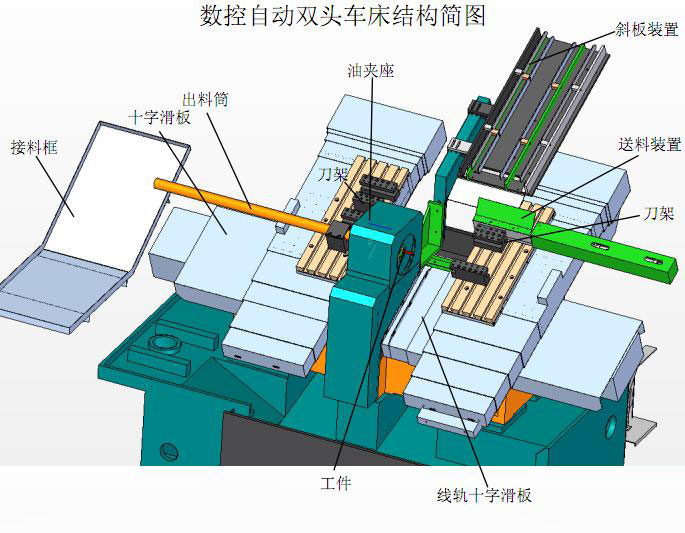
2、 双面双头加工数控车床(型号: 凯恩利 KEL-BOS-J72 P ) 结构简图 如下
二、 (双面双头加工数控车床) 工作原理
第一步:送料动作
先将料排在斜板装置中排满,送料装置动作跟随右滑板到达斜板下方,斜板装置上气缸运作,工件落入送料装置.送料装置跟随右滑板运动将工件送到达夹头中心位置 ,送料装置上推料气缸动作将料送入夹头。
第二步:定位
当送料装置到达夹头中心后,左方定位刀架跟随滑板到达工件的另一侧,推料杆在工件前方,实现工件定位
第三步:夹紧
工件送达定位后,此时夹紧油缸工作将工件夹紧。
第三步:车削
主轴启动,进刀滑板1和进刀滑板2同时工作,实现工件两端同时加工。
第四步:出料
夹头松开,出料槽运动到接料处,已装好料的送料装置到达工件前方,气缸伸出将已加工料推出,同时将待加工工件推进夹头内,完成出料并送料动作。
铁屑槽在主轴加工端的下面,加工铁屑基本掉入其中。
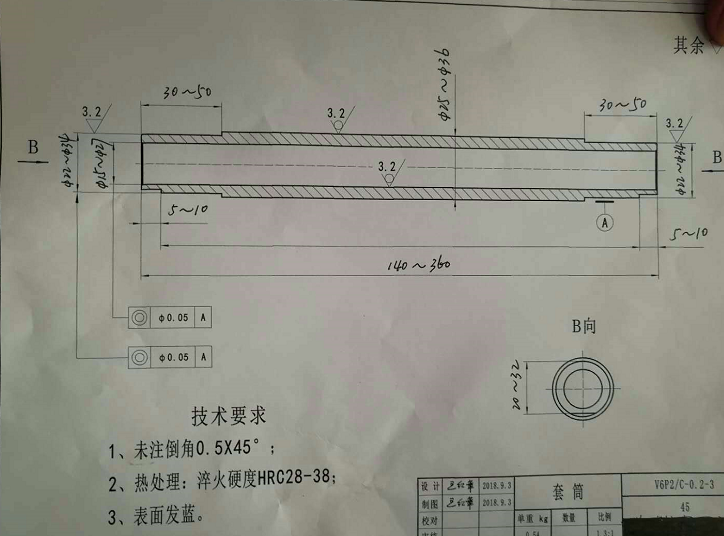
坯料为:直管,外圆无需加工,工件总长余量2mm内
管径要求:20-50mm,厚度5mm,长度:140-360mm
加工部位:第一端: 1.车端面 2.车外径内
第二端:1.车端面 2. 车外径内孔
四、(双面双头加工数控车床)技术参数
机械规格
机型
双滑板车床
型号
BOS—J72P
液压夹座
夹头型号
CHM-7
最高转速 (rpm)
2500
加工范围
直径加工范围 (mm)
Φ20-φ50
工件长度加工范围 (mm)
160-360
电器参数
主轴马达功率 (kw)
3.7
X/Z轴伺服马达功率(kw)
1.3/1.3
精度范围
重复定位精度(mm)
±0.005
X/Z轴移动量及速率
X/Z轴移动量 (mm)
380/150
X/Z轴最高快速移动 (m/min)
24/24
输入功率
最大输入功率(kw)
5.5
外形尺寸
机械尺寸(长x宽x高)(mm)
2610x1930x1800
机械净重约(kg)
4200
标准配置附件表
数控系统
台湾5800D双通道系统
油夹座
崇粲夹座
夹座延长套
一套
主轴伺服电机
美事科伺服主轴电机
X/Z轴伺服
日本富士伺服电机
丝杆
台湾上银/银泰C3级
导轨
台湾上银/银泰
水箱
独立分体式
堆屑箱
独立分体式
液压站
独立分体式
弹性夹头
一件
楷式刀座
4个刀架
送料装置
一套
接料装置
一套
排屑机
选配
铁屑斗
选配
夹头延长套
选配
五、(双面双头加工数控车床)其它配置
|
类别 |
参数 |
|
床身 |
HT250铸件 |
|
机架 |
HT250铸件 |
|
丝杆轴承 |
NTN或NSK |
|
主轴皮带 |
三星 |
|
继电器 |
欧姆龙 |
|
行程开关 |
正泰 |
|
气动系统 |
台湾亚德克 |
|
冷却系统 |
250W叶片泵 |
|
润滑系统 |
2L,明远润滑泵 |
|
随机文件 |
CNC说明书,IO功能表,编程说明书,实物清单和资料清单 |
六、(双面双头加工数控车床)机器技术指标
机器工作环境:室温:-10°—40°
平均湿度:65%
刀具标准:按厂家提供刀具参数设计刀座。
夹具标准:由设计厂商提供标准,采购厂家自行购买。
产品规格:由厂家提供生产图纸。
七、(双面双头加工数控车床)内部结构图

八、(双面双头加工数控车床)台湾丝杠线轨
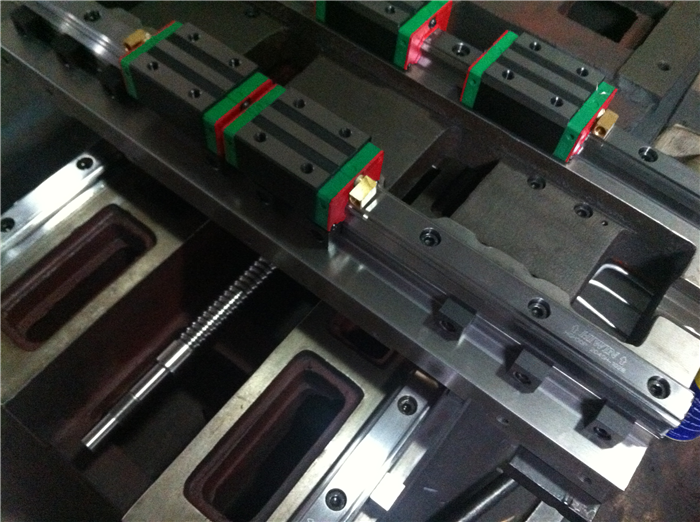
采用台湾上银或者是台湾银泰丝杆和线轨,保证机场的精度稳定性及可靠性
九、(双面双头加工数控车床)主轴夹座
1、采用台湾主轴夹座
十、(双面双头加工数控车床) 数控操作系统
1. 采用台湾宝元双通道系统,保证数控操作的稳定及准确性

- 上一条:没有了
- 下一条:KEL-5AXIS-45MT车铣复合数控车床
